- 易迪拓培训,专注于微波、射频、天线设计工程师的培养
计算机在新型多电机同步系统中的应用
录入:edatop.com 点击:
0 前言
因为交流变频调速系统与直流调速系统相比,具有重量轻,体积小,使用维护简单方便的显著优点,并具有和直流调速相近的良好动静态特性[1],所以已开始取代直流调速系统。随着集成电路、功率器件制造技术的成熟和成本的不断下降,变频调速技术已开始在造纸、纺织、印染等行业大量使用。在风机、空调上大量采用变频器,节能达40%[2]。纺织机械设备上应用变频调速以后,提高了设备的转速和调速精度,使产品的产量、质量都上了一个新台阶[2]。在纺织或印染联合机将纺织物连续加工的运行过程中,各加工单元的主动辊分别由一台电动机拖动,由于要求各单元进出物料的速度一致,所以要求多单元电气传动系统能"同步"地协调运行。这种要求很普遍,如造纸过程,多级输送带等,这是需要解决的关键问题。如果将网络技术、计算机控制技术和变频技术相结合,应用于多电机同步控制之中,则可充分发挥它们的巨大优势,提高多电机同步系统的控制管理水平和设备运行的经济效率。
1 多电机同步拖动系统
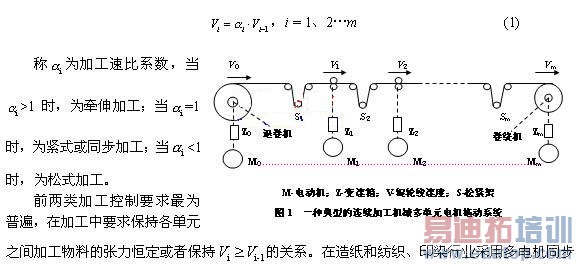
一种典型的连续加工机械多单元电机同步拖动系统如图1所示,其中M1为主令单元电机,其它的为从动单元电机,在物料的连续加工过程中,根据工艺的不同要求,各单元的线速度(V)要按(1)式关系保持"同步"协调运行。
这种负载转矩属恒转矩负载性质,并且在正常运行过程中一般都保持不变,虽然生产工艺要求调速,但是对速度的精度要求并不高,主要是对同步控制的要求高,另外由于主要扰动即电网电压波动对同步系统来说属于共模扰动,对同步不会有多大的影响,况且变频器具有很强的抗电源电压波动的能力。据此,我们研究了基于网络,由计算机控制变频器实现的,不用松紧架或张力等传感器的新型多电机同步控制方案。
2 系统总体方案设计
3 新型多电机同步系统的同步原理与方法
因为交流变频调速系统与直流调速系统相比,具有重量轻,体积小,使用维护简单方便的显著优点,并具有和直流调速相近的良好动静态特性[1],所以已开始取代直流调速系统。随着集成电路、功率器件制造技术的成熟和成本的不断下降,变频调速技术已开始在造纸、纺织、印染等行业大量使用。在风机、空调上大量采用变频器,节能达40%[2]。纺织机械设备上应用变频调速以后,提高了设备的转速和调速精度,使产品的产量、质量都上了一个新台阶[2]。在纺织或印染联合机将纺织物连续加工的运行过程中,各加工单元的主动辊分别由一台电动机拖动,由于要求各单元进出物料的速度一致,所以要求多单元电气传动系统能"同步"地协调运行。这种要求很普遍,如造纸过程,多级输送带等,这是需要解决的关键问题。如果将网络技术、计算机控制技术和变频技术相结合,应用于多电机同步控制之中,则可充分发挥它们的巨大优势,提高多电机同步系统的控制管理水平和设备运行的经济效率。
1 多电机同步拖动系统
一种典型的连续加工机械多单元电机同步拖动系统如图1所示,其中M1为主令单元电机,其它的为从动单元电机,在物料的连续加工过程中,根据工艺的不同要求,各单元的线速度(V)要按(1)式关系保持"同步"协调运行。
这种负载转矩属恒转矩负载性质,并且在正常运行过程中一般都保持不变,虽然生产工艺要求调速,但是对速度的精度要求并不高,主要是对同步控制的要求高,另外由于主要扰动即电网电压波动对同步系统来说属于共模扰动,对同步不会有多大的影响,况且变频器具有很强的抗电源电压波动的能力。据此,我们研究了基于网络,由计算机控制变频器实现的,不用松紧架或张力等传感器的新型多电机同步控制方案。
2 系统总体方案设计
3 新型多电机同步系统的同步原理与方法
由于变频技术的成熟和变频器功能的逐步完善,有些原来很难完成的工作,现在借助于变频器可以很容易地实现。例如,无速度传感器矢量控制变频器既可以工作在速度模式,也可以工作在转矩模式,可以检测和输出电机的转速、线速度、电压、电流和转矩等信号。借助于这些功能,可以设计出一些变频调速同步方法。
(1)变频器永磁同步电机群调法。如果几个单元的功能和结构相似,每个单元要求驱动的功率不大、相距也不太远,则可以考虑每个单元各用一台永磁同步电机拖动,共用一台变频器来驱动,那么这些电机的转速都相等。如果各主动辊的直径都完全相等则能严格同步;如果需要保证一定的加工张力则直径应略有差别,前面的比后面的依次稍微大一点点。
(2)变频器电流负反馈软机械特性法。对于每个单元各有一台异步电机和一台变频器驱动,并且要求有一定加工张力的情况,可以引入矢量控制变频器的电流输出负反馈来设计拖动系统的软机械特性实现同步。假设某台电机转速上升,则其负载转矩因后面与前面加工料的张力差增大而增大,而电磁转矩却减小,转速又会降低。那么,转速有上升倾向的电机因负载加重而使转速升不起来;同理,转速有下降倾向的电机因负载变轻使转速也降不下去,结果使各轧辊线速度都保持一致,这样就使电机间保持良好的同步。注意,各单元的线速度一般应设定得前面的比后面的依次稍大一些,以此调节物料加工所要求的张力大小。
(3)大小电机变频调速法。一个单元用功率大小不同的两台电机变频调速驱动,功率大的电机足以驱动该单元,决定该单元的速度大小,其变频器工作在速度模式;功率小的电机其变频器工作在转矩模式,可以提供一定的辅助驱动转矩,用来调节张力的大小。
设加工车速为V,由(1)式有
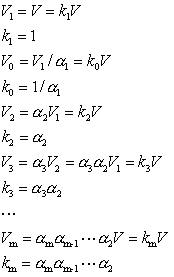
即
Vj= kj V,j =0、1、2…m (2)
设轧辊的直径为d,电机的转速为n,则有V=V1=πd1n1和 Vj=πdjnj,代入(2)式并整理得
nj = pjn1, j =0、1、2…m (3)
pj =kjd1/dj, j =0、1、2…m (4)
n1为基速即主令电机转速,由加工要求的车速确定,即n1=V/(πd1),从动电机的转速按(3)式设定,pj为对基速的转速系数,其值按(4)式计算。不用松紧架或张力传感器,各台电机的转速由计算机通过RS-485控制总线分别设定其变频器的转速(频率)实现同步。
4 系统控制及与变频器之间的通信实现
系统控制软件用MCGS组态软件编程实现,系统按优先级来管理多个任务进程,通过每个任务的时间片轮回,宏观上实现多个进程的并行处理,如串口通讯、数据存盘及处理、控制算法、工艺动画显示、趋势曲线、报警画面和打印等。上位PC和IPC主机操作采用一系列友好直观的人机交互界面,使得对整个DCS的操作管理变得非常的灵活和方便。
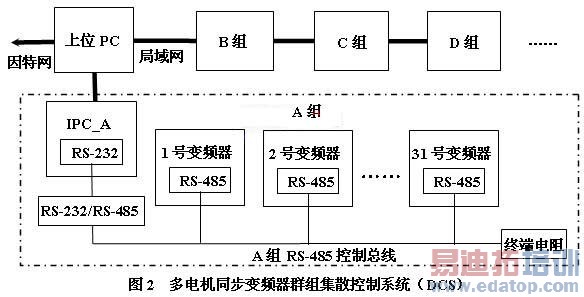
上位机与现场工作站之间采用TCP/IP通讯协议,由MCGS通讯设备组态功能实现通讯。IPC与变频器之间通过RS-485总线采用主从方式进行多机通信,网上的每一次通信都由主机控制完成,由地址码确定和识别各台变频器。下面以三菱公司的FR-E500型变频器为例阐明计算机与变频器之间通讯的实现方法。
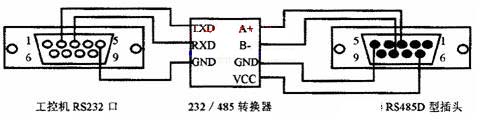
该变频器设有PU接口,通过它可进行面板控制或电脑串行RS-485通信。PU口实际上是一个水晶头插槽,当装上控制面板操作时,用到了所有的8个金属引脚;当通过RS-485总线与计算机通信时,只要使用其中的RDA,RDB,SDA,SDB,SG5个引脚。该型号变频器提供了全双工RS-485通信,而通常所使用的都是半双工型RS-485接口,所以用RS-232/RS-485转换头提供的T/R+,T/R-,GND三个引脚,通过将RDA,SDA线对连接至T/R+,RDB,SDB线对连接至T/R-,变频器上的GND连接转换头的GND,这样就完成了电器规格的全双工串行RS-485到半双工串型RS-485的转换。
在计算机与变频器通讯前,需用面板控制器对关键的运行控制参数进行通讯条件设定,设定值如表1所示。FR-E500型变频器的通讯帧格式分为两大类。
(1) 表1变频器运行控制参数通讯条件设定
| 参数 编号 | 功能 | 出厂预设 | 设定值 |
| Pr.79 | 切换操作模式 | 0:外部控制模式 | 1: PU口通信模式 |
| Pr. 117 | 设定站号 | 均为0号 | 1-31号 |
| Pr. 118 | 485通信的波特率 | 192: 19200bps | 48: 4800bps |
| Pr. 119 | 停止位长 | 1:停止位2位 | 保留出厂 |
| Pr. 120 | 奇偶校验 | 2:偶校验 | 保留出厂 |
| Pr. 121 | 通讯再试次数 | l:错误连续次数超过 1次,变频器报警停止 | 9999: 发生通信错 误,也不报警停止 |
| Pr. 122 | 通信校验时间间隔 | 9999:允许长时间 无通讯状态 | 保留出厂 |
| Pr.123 | 等待时间设定 | 9999:由通信数据决定 | 保留出厂 |
| Pr. 124 | 选择有无回车换行符 | l:有回车无换行 | 保留出厂 |
| Pr.342 | 写数据时选择 RAM/EEPROM | 0:写人EEPROM | 保留出厂 接收帧即计算机传送给变
上一篇:PON系统承载多业务的技术探讨(上)
|